JB21-160吨冲床冲裁工艺演示图
冲裁是利用模具使板料沿着一定的轮廓形状产生分离的一种冲压工序。冲床的功能包括落料、冲孔、切断、修边、切舌、剖切等工序,其中落料和冲孔是最常见的二种工序。下面以
JB21-160T冲床为例,介绍冲床冲裁工艺过程。

JB21-160T冲床车间实物图
落料-----若使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料;
冲孔-----若使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,则称为冲孔。
JB21-160吨冲床冲裁变形过程:
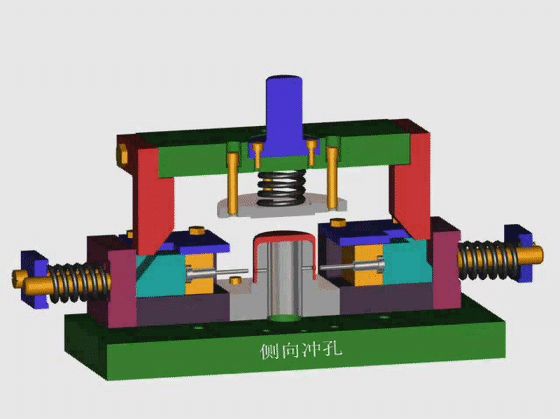
冲床冲裁工艺示意图
在四个特征区中,光亮带越宽,断面质量越好。但四个特征区域的大小和断面上所占的比例大小并非一成不变,而是随着材料性能、模具间隙、刃口状态等条件的不同而变化。
冲裁除作为备料外,常用于直接加工垫圈、自行车链轮、仪表齿轮、凸轮、拨叉、仪表面板,以及电机、电器上的硅钢片、集成电路中的插接件等。冲裁模的上、下模刃口的错开量称为间隙。间隙对剪切变形、破坏过程、冲裁件的质量、冲模寿命有影响。冲裁间隙受板料的性能、板料厚度、冲裁方式和冲模结构等多种因素影响,一般单边间隙取板厚的10~15%。


